


Sizes:
Maximum diameter: 36" (914.4mm) minimum diameter: 1/2" (21.3mm)
Maximum thickness: 60mm mininmum thickness: 2.11mm
SCH: SCH10,SCH20,STD,SCH40,SCH60,XS,SCH80,SCH100,SCH120,SCH160,XXS
Uses:
| Chilled water pipe | Steam/condensate pipe | Heat exchanger pipe | Marine/offshore pipe | Dredging pipe | Industrial pipe |
| Oil and gas pipe | Fire fighting pipe | Construction/structure pipe | Irrigation pipe | Drain/sewage pipe | Boiler tube |
Coating
| 3PE Coating | 3PP Coating | FBE Coating | Epoxy Coating | Special Painting |
Standard of carbon seamless steel pipe
| ASTM A53 Gr.B | Black and hot-dipped zinc-coated steel pipes welded and seamless |
| ASTM A106 Gr.B | Seamless carbon steel for high temperature service |
| ASTM SA179 | Seamless cold-drawn low-carbon steel heat exchanger and condenser tubes |
| ASTM SA192 | Seamless carbon steel boiler tubes for high pressure |
| ASTM SA210 | Seamless Medium-carbon boiler and superheater tubes |
| ASTM A213 | Seamless alloy-steel boiler, superheater, and heat-exchanger tubes |
| ASTM A333 GR.6 | seamless and welded carbon and alloy steel pipe intended for use at low temperatures. |
| ASTM A335 P9,P11,T22,T91 | Seamless ferritic alloy-steel pipe for high-temperature service |
| ASTM A336 | Alloy steel forgings for pressure and high-temperature parts |
| ASTM SA519 4140/4130 | Seamless carbon for mechanical tubing |
| API Spec 5CT J55/K55/N80/L80/P110/K55 | Seamless steel pipe for casing |
| API Spec 5L PSL1/PSL2 Gr.b, X42/46/52/56/65/70 | Seamless steel pipe for line pipe |
| DIN 17175 | Seamless steel tube for elevated temperture |
| DN2391 | Cold drawn seamless prevision pipe |
| DIN 1629 | Seamless circular unalloyed steel tubes subject to special requirements |
Chemical components & mechanical properties
| Standard | Grade | Chemical Components (%) | Mechanical Properties | ||||||
| ASTM A53 | C | Si | Mn | P | S | Tensile STrength(Mpa) | Yield STrength(Mpa) | ||
| A | ≤0.25 | - | ≤0.95 | ≤0.05 | ≤0.06 | ≥330 | ≥205 | ||
| B | ≤0.30 | - | ≤1.2 | ≤0.05 | ≤0.06 | ≥415 | ≥240 | ||
| ASTM A106 | A | ≤0.30 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≥415 | ≥240 | |
| B | ≤0.35 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≥485 | ≥275 | ||
| ASTM SA179 | A179 | 0.06-0.18 | - | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | |
| ASTM SA192 | A192 | 0.06-0.18 | ≤0.25 | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | |
| API 5L PSL1 | A | 0.22 | - | 0.90 | 0.030 | 0.030 | ≥331 | ≥207 | |
| B | 0.28 | - | 1.20 | 0.030 | 0.030 | ≥414 | ≥241 | ||
| X42 | 0.28 | - | 1.30 | 0.030 | 0.030 | ≥414 | ≥290 | ||
| X46 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥434 | ≥317 | ||
| X52 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥455 | ≥359 | ||
| X56 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥490 | ≥386 | ||
| X60 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥517 | ≥448 | ||
| X65 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥531 | ≥448 | ||
| X70 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥565 | ≥483 | ||
| API 5L PSL2 | B | 0.24 | - | 1.20 | 0.025 | 0.015 | ≥414 | ≥241 | |
| X42 | 0.24 | - | 1.30 | 0.025 | 0.015 | ≥414 | ≥290 | ||
| X46 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥434 | ≥317 | ||
| X52 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥455 | ≥359 | ||
| X56 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥490 | ≥386 | ||
| X60 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥517 | ≥414 | ||
| X65 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥531 | ≥448 | ||
| X70 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥565 | ≥483 | ||
| X80 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥621 | ≥552 | ||
Classfication of carbon seamless steel pipe
| Types | Application |
| Structure Purposes | General structure and mechanical |
| Liquid Services | Petroleum, gas and other fluids conveying |
| Low and Medium Pressure Boiler Tube | Steam and boiler manufacturing |
| Hydraulic Pillar Service | Hydraulic support |
| Auto Semi-shaft Casing | Auto sem-shaft casing |
| Line Pipe | Oil and gas conveying |
| Tubing and Casing | Oil and gas conveying |
| Drill Pipes | Well drilling |
| Geological Drilling Pipe | Geological drilling |
| Furnace tubes, heat exchangers tubes | Furnace tubes, heat exchangers |
Tolerances of carbon seamless steel pipe
| Pipe types | Pipe sizes(mm) | Tolerances |
| Hot rolled | OD<50 | ±0.50mm |
| OD≥50 | ±1% | |
| WT<4 | ±12.5% | |
| WT 4~20 | +15%, -12.5% | |
| WT>20 | ±12.5% | |
| Cold drawn | OD 6~10 | ±0.20mm |
| OD 10~30 | ±0.40mm | |
| OD 30~50 | ±0.45 | |
| OD>50 | ±1% | |
| WT≤1 | ±0.15mm | |
| WT 1~3 | +15%, -10% | |
| WT >3 | +12.5%, -10% |
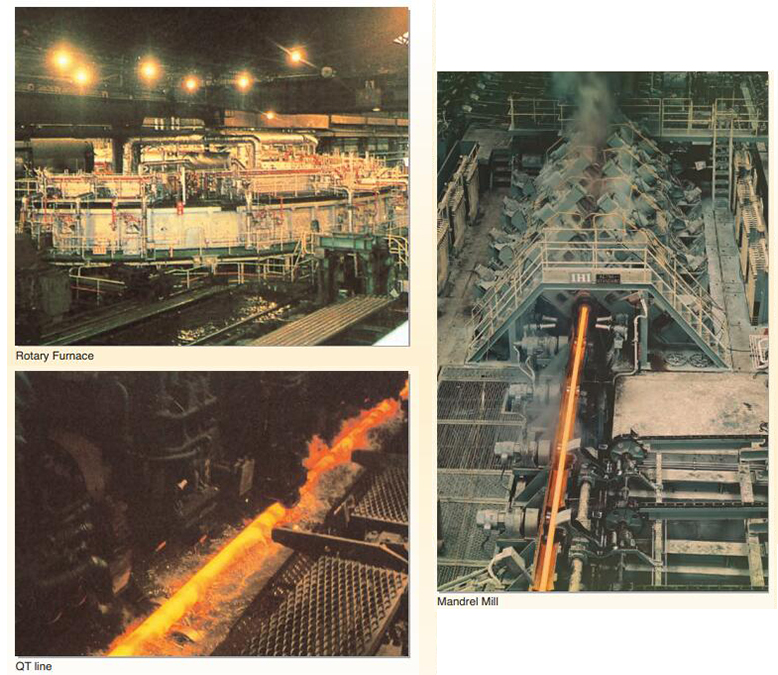
Production of seamless pipe
The process begins with solid steel rounds, or billets, being cut to a specified length and sent through a walking-beam reheat furnace, where temperatures reach nearly 2,300°F. After exiting the reheat furnace, the preheated rounds are turned into a tube shell in the rotary piercing mill as the billets are cross-rolled between two barrel-shaped rolls at a high speed. The seamless shells enter mandrel mill, where they are rolled over a retained mandrel to provide the needed OD size and wall thickness for the next process. The process is carefully monitored using a state-of-the-art hot-wall measuring system. The shells are then reheated for final forming in a 24-stand stretch-reducing mill, where outside diameters are formed to customers’ exacting specifications. Wall thickness is again verified using a hot-wall measuring system. After being rotated and advanced on the walking-beam cooling bed, the pipes are batch cut and transferred to an in-process storage area, where they are handled by computer-controlled gantry cranes.
Ultrasonic Inspection for Small-diameter Seamless Pipe
Ultrasonic inspection is in accordance with pulse-echo method using water gap method. Flow detection is performed by angle beam technique to date longitudinal and transverse flow on the inner and outer surface of pipe, and wall thickness measurement is performed by normal beam technique. The pipe, which is conveyed helically through the testing device, is inspected.
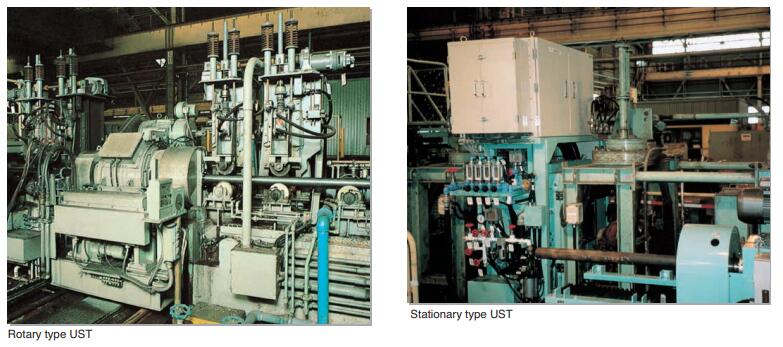
Electromagnetic Inspection for Large-diameter Seamless Pipe
Plug mill is equipped with an Amalog-Sonoscope, electromagnetic inspection units after heat treatment. The Amalog-Sonoscope pipe inspection system detects defects by using flux leakage by electromagnetic induction in search coil. Amalog magnetic circuits detect longitudinal defects in both the inside and outside surface. Sonoscope magnetic circuits detect circumferential defects.
Magnetic Particle Inspection
The tube is magnetized and provided with magnetic particles (mostly fluorescent magnetic particle). The presence of flaws creates a magnetic flux which shows changes in fluorescent brilliance under black light. The change is detected visually.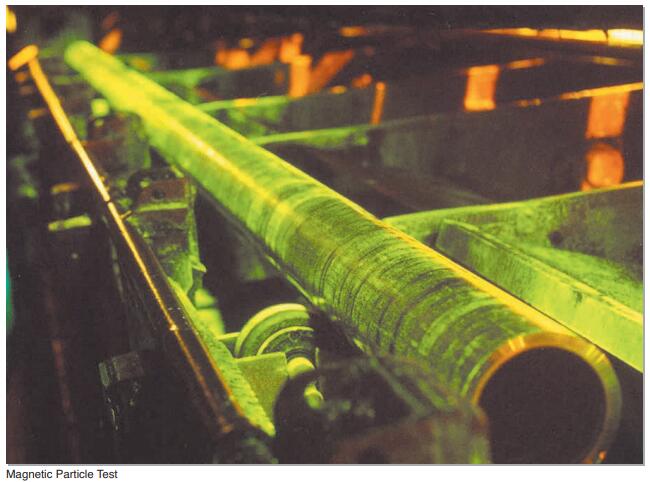
ASTM A336 Alloy steel forgings for pressure and high temperature parts grades covered here include the following: Grade F1; Grade F11, Classes 1, 2, and 3; Grade F12; Grade F5; Grade F5A; Grade F9; Grade F6; Grades F21 and F22, Classes 1 and 3; Grade F91, Grade F3V; and Grade F22V. Other steel grades may also be treated under this specification. Alloy steels shall be melted, forged, and rough machined at stipulated conditions. Except as permitted for Grade F22V, steel forgings shall be annealed or normalized and tempered, but may alternatively be liquid quenched and tempered as well. Impact and Charpy V-notch tests shall be performed wherein specimens shall conform to specified mechanical requirements such as notch toughness, tensile strength, yield strength, elongation, and reduction of area. Materials shall also undergo heat and product analyses and conform to specified chemical requirements.


