
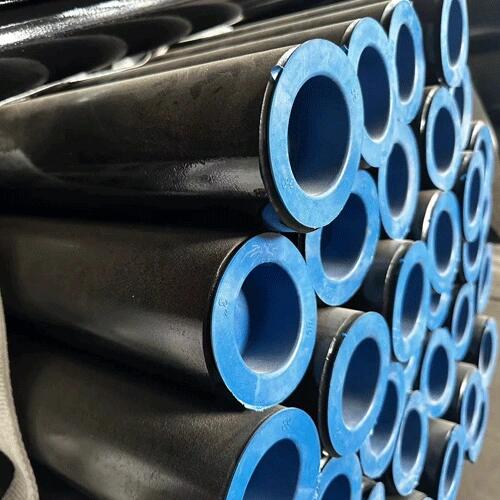
ASTM A192 Boiler Pipe This standard covers minimal wall thickness, seamless carbon steel boiler tubes for high-pressure application. Pipes made under ASTM A192 specifications in high-pressure boilers whose working pressure does not exceed 9.8 MPa. These pipes also possess the following characteristics
These pipes have an average thickness of 3 mm to 12 mm.
ASTM A192 pipes are either cold rolled or cold drawn.
This standard covers schedules 40, 80, 160, XS, XXS.
ASTM A192 boiler pipes are available in straight tube and U-bend tube.
These pipes have an Outside Diameter of ½ inch to 7 inches.
The length of the boiler piping varies from 19 feet to 104 feet.
Manufacturing Process for Boiler Pipes,The manufacturing for both general-use boiler pipes and high-pressure boiler tubes is the same initially. Both types of boiler tubing follow the crucial steps of Fine Drawing,Surface Brightening,Hot Rolling,Cold Drawing,Heat Expansion
However, high-pressure boiler pipes are processed further to improve their corrosion resistance, toughness, and hardness. These pipes go through the following extra process compared to general boiler pipes and medium-pressure boiler pipes.
In pipe manufacturing, it is crucial for steel plates/billets to pass through multiple chemical and electrochemical processes. This includes surface rolling, head extension, annealing, and more for boiler pipes. However, during this process, it is common for hydrogen to be absorbed into the steel, resulting in a degradation of the mechanical properties of the boiler pipes.
Exposure to various elements during manufacturing causes hydrogen atoms to diffuse and dissolve into steel n a phenomenon known as hydrogen embrittlement. Dehydrogenation is a post-welding treatment that allows this hydrogen to escape from the heat-affected zones on the pipe. The general requirements for this process are as follows:The heat must be between 482 to 572 Degrees Fahrenheit,Process time should be between 2 hours to 6 hours.
Compared to other post-weld treatments, dehydrogenation requires a lower temperature range. However, this is a crucial step as it allows the diffused hydrogen in the steel to escape, reducing product brittleness.
ASTM A192 Boiler Pipe high-pressure boiler piping has higher corrosion resistance and durability than general-use boiler pipes. They are used for high-temperature and high-pressure applications where the pipes risk oxidation on exposure to corrosive steam and fluid. Due to their structural stability, high-pressure boiler tubes are used in high and ultra-high-pressure applications.
 Why should Seamless steel pipes be epoxy powder coated?
Why should Seamless steel pipes be epoxy powder coated?
 ASTM A106 Thick-walled steel pipe production steps
ASTM A106 Thick-walled steel pipe production steps
 Shengtian Group successfully participated in the Russian Oil and Gas Exhibition
Shengtian Group successfully participated in the Russian Oil and Gas Exhibition
 Is API 5L Black Steel Pipe Good For Air Lines?
Is API 5L Black Steel Pipe Good For Air Lines?
